Bonded neodymium magnets
also known as compression bonded magnets, are a type of permanent magnet made from a mixture of neodymium iron boron magnetic powder and a polymer binder. Unlike traditional neodymium magnets, which are made through sintering, bonded neodymium magnets are formed by compressing the magnetic powder into a desired shape under high pressure.
Here are some key points about bonded neodymium magnets: Manufacturing Process: The manufacturing process involves mixing neodymium iron boron (NdFeB) magnetic powder with a polymer binder such as epoxy or nylon, then compressing the mixture into the desired shape using a mold.
After compression, the material is cured to harden the binder and form the bonded neodymium magnets. Properties: Bonded neodymium magnets typically have lower magnetic properties compared to sintered bonded neodymium magnets. They often have lower magnetic strength and coercivity (resistance to demagnetization), but they can be manufactured in complex shapes and with tight tolerances. Applications: Bonded neodymium magnets are used in various applications where their specific properties are advantageous.
These include small motors, sensors, magnetic couplings, and magnetic assemblies in consumer electronics, automotive components, medical devices, and industrial equipment. Advantages: Complex shapes: Bonded neodymium magnets can be manufactured in intricate shapes that are difficult or impossible to achieve with sintered magnets.
Corrosion resistance: The polymer binder provides some protection against corrosion, making bonded magnets suitable for certain environments. Cost-effective: The manufacturing process for bonded neodymium magnets can be less expensive than producing sintered magnets, especially for small to medium-sized production runs.
Limitations: Lower magnetic properties: Bonded neodymium magnets typically have lower magnetic strength and coercivity compared to sintered magnets. Temperature sensitivity: The polymer binder used in bonded magnets can be sensitive to high temperatures, limiting.

Abstract: Permanent bonded neodymium magnets wind turbines use high magnetic performance sintered neodymium iron boron permanent magnets. The coercive force is high enough to prevent the magnets from losing magnetism at high temperatures. The life of the magnet depends on the base material and surface anti-corrosion treatment. Corrosion prevention of NdFeB magnets should start from manufacturing.
Keywords: permanent magnet wind turbine, high performance sintered NdFeB, magnet reliability
I. Introduction
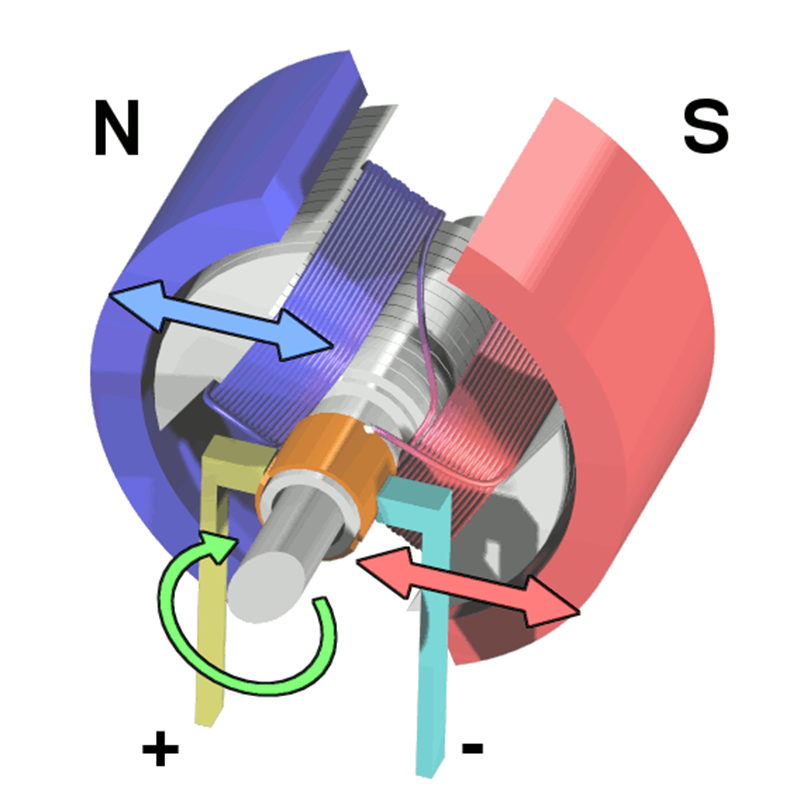
The direct-drive permanent magnet wind turbine uses the fan impeller to directly drive the generator to rotate, eliminating the speed-increasing gearbox required by the traditional AC excitation doubly-fed asynchronous wind turbine, and avoiding gearbox failure and maintenance during operation.
At the same time, the permanent bonded neodymium magnets wind turbine adopts permanent magnet excitation, has no field winding, and does not have collector rings and brushes on the rotor; therefore, it has a simple structure and reliable operation. From 1993, Germany’s Enercon GmbH developed the first large-scale direct-drive permanent magnet wind turbine, to 2008, Xinjiang Goldwind Technology Co., Ltd. produced hundreds of 1.5 MW direct-drive permanent bonded neodymium magnets. The development of wind turbines and permanent magnet wind turbines is in the ascendant. The overall level of China’s permanent magnet wind turbines is at the forefront of the world.
The working environment of wind turbines is very harsh. They must be able to withstand high temperatures, severe cold, wind and sand, humidity and even salt spray. The design life of wind turbines is generally twenty years. At present, both small wind turbines and megawatt-level permanent magnet wind turbines use sintered NdFeB permanent bonded neodymium magnets. Therefore, the selection of the magnetic parameters of NdFeB permanent magnets and the requirements for the corrosion resistance of the magnets are very important.
2. Typical magnetic properties of sintered NdFeB used in permanent magnet wind turbines
NdFeB permanent magnet is called the third generation rare earth permanent bonded neodymium magnets and is the permanent magnet material with the highest magnetic performance so far. The main phase of sintered NdFeB alloy is the intermetallic compound Nd2Fe14B, and its saturation magnetic polarization intensity (Js) is 1.6T.
Since the sintered NdFeB permanent magnet alloy is composed of the main phase Nd2Fe14B and the grain boundary phase, and the orientation of the Nd2Fe14B grains is limited by process conditions, the current maximum remanence of the magnet can reach 1.5T.
The German vacuum smelting company (Vacuumschmelze GmbH) produces NdFeB magnets with a maximum magnetic energy product (BH) max of 57MGOe. Domestic NdFeB manufacturers can produce N50 grade magnets with a maximum magnetic energy product of 53 MGOe (Editor’s note: This article was published in 2010. With the development of technology, N54 grade magnets are currently on the market, with a maximum magnetic energy product of 53MGOe. 55MGOe).
Increasing the proportion of the main phase of the alloy, increasing the orientation of the grains and the density of the magnet can increase the maximum magnetic energy product of the magnet; however, it will not exceed the theoretical value of the maximum magnetic energy product of single crystal Nd2Fe14B, 64MGOe.
The demagnetization curve of NdFeB at room temperature is approximately a straight line. Therefore, when designing a permanent magnet motor, high-grade NdFeB (that is, the material has a high (BH) max) is often selected to obtain a high air gap magnetic density.
When the motor is running, due to the existence of the alternating demagnetizing field and the demagnetizing effect caused by the instantaneous large current when the load changes suddenly, it is required to select NdFeB magnets with sufficiently high coercive force.
Adding elements such as dysprosium (terbium) to the alloy increases the intrinsic coercive force (jHc) of NdFeB, but the remanence (Br) of the magnet will decrease accordingly. Therefore, high-performance NdFeB magnets for wind turbines take into account both its coercivity and remanence.
3. Temperature stability of NdFeB permanent bonded neodymium magnets
Wind turbines work in the wilderness and are subject to severe heat and cold; at the same time, motor losses also cause the motor temperature to rise. The sintered NdFeB bonded neodymium magnets given in the above table can work at 120℃. The Curie temperature of NdFeB permanent magnet alloy is about 310°C.
When the temperature of the magnet exceeds the Curie point, it changes from ferromagnetic to paramagnetic. Below the Curie temperature, the remanence of NdFeB decreases as the temperature increases, and its remanence temperature coefficient α (Br) is -0.095~-0.105%/℃.
The coercive force of NdFeB also decreases as the temperature increases, and its coercive force temperature coefficient β (jHc) is -0.54~-0.64%/℃. Select an appropriate coercive force so that the bonded neodymium magnetst still has a sufficiently high coercive force at the maximum operating temperature of the motor design; otherwise, demagnetization will occur.
The remanence and coercive force of NdFeB permanent magnet materials are complementary. Adding heavy rare earth elements dysprosium (Dy) and terbium (Tb) to the alloy can significantly increase the coercive force of the magnet. As the coercive force increases, the remanence and maximum magnetic energy product decrease accordingly. Obviously, the choice of high coercivity magnets for wind turbines must be at the expense of residual magnetism and maximum magnetic energy product.
4. Consistency of magnetic properties of wind power NdFeB magnets
NdFeB bonded neodymium magnets are manufactured using a special powder metallurgy process, in which the main manufacturing process is completed under a protective atmosphere or vacuum. The NdFeB green body is pressed in a very strong (~1.5T) magnetic field. The size of NdFeB magnets is limited by these special process conditions.
A large permanent magnet wind turbine usually uses thousands of NdFeB magnets, and each magnetic pole of the rotor is composed of many pieces of magnets. The consistency of the rotor magnetic poles requires the consistency of the magnetic steel, including the consistency of dimensional tolerances and magnetic properties. The so-called consistency of magnetic properties includes that the deviation of magnetic properties between different individuals should be small, and it also includes that the magnetic properties of a single magnet should be uniform.
The magnetism of magnetic steel has two types: apparent magnetism and intrinsic magnetism. The so-called apparent magnetism of magnetic steel can measure its open circuit magnetic flux and its surface magnetic field strength bonded neodymium magnets. The apparent magnetism of magnetic steel is related to the shape and magnetization state of magnetic steel. The intrinsic characteristics of magnetic steel are tested by measuring the demagnetization curve of the sample.
The demagnetization curve is part of the hysteresis loop, which reflects the remagnetization characteristics of the permanent magnet material. To measure the demagnetization curve of magnetic steel samples, the condition is that the sample needs to be saturation magnetized before measurement.
To test whether the magnetism of a single magnet is uniform, it is necessary to cut the magnet into several small pieces and measure their demagnetization curves. During the production process, to test whether the magnetism of a furnace of bonded neodymium magnets steel is consistent, it is necessary to extract magnet steel from different parts of the sintering furnace as samples and measure the demagnetization curve of the sample. Because the measuring equipment is very expensive, and it is almost impossible to ensure that every piece of magnetic steel being measured is intact. Therefore, full product inspection cannot be done. The consistency of NdFeB magnetic properties must be guaranteed by production equipment and process control.
5. Corrosion resistance of NdFeB
NdFeB alloy contains active rare earth elements and is easy to oxidize and rust. In applications, unless the NdFeB is encapsulated and isolated from air and water, surface anti-corrosion treatment of NdFeB is required. Common anti-corrosion coatings include electronickel plating bonded neodymium magnets, electrophoretic zinc plating and electrophoretic epoxy resin. Surface phosphating treatment can prevent NdFeB corrosion in a short period of time in a relatively dry environment.
Rare earth intermetallic compounds can react with hydrogen under certain pressure and temperature. After NdFeB absorbs hydrogen, it releases heat and fragments. Hydrogen fragmentation in the production process of NdFeB utilizes this characteristic of NdFeB bonded neodymium magnets. From a usage perspective, the hydrogen fragmentation of NdFeB is harmful. Strictly speaking, the corrosion of NdFeB starts from its processing process. Degreasing after cutting and grinding, pickling before electroplating, and the electroplating process all have an impact on the surface layer of NdFeB. Improper processing may result in unqualified coating quality (such as pinholes) and weak bonding between the NdFeB surface layer and the coating.
It is worth noting that although the magnetic properties of the same brand of NdFeB bonded neodymium magnets produced by different manufacturers are basically the same, there will be differences in the composition of the alloys, especially the difference in the microstructure of the bonded neodymium magnets. Magnetic steel with excellent performance and good corrosion resistance has the characteristics of fine and uniform grains and high magnet density. In the two metallographic photos of sintered NdFeB magnets below, the magnet shown on the left has fine and uniform grains, while the magnet shown on the right has larger and uneven grains.

6. Reliability test of NdFeB bonded neodymium magnets
The design life of the wind power generator is twenty years, which means that the magnetic steel is required to be used for twenty years without significant attenuation of its magnetic performance and no significant corrosion of the magnetic steel. The following test and detection methods can be used by manufacturers and users of wind electromagnetic steel to evaluate and inspect magnets.
Weight loss test: Use a 10mm × 10mm × 12mm rectangular black piece as the sample (12mm height is the magnetization direction), place it in an environment of 2 standard atmospheres, 100% humidity, and 120°C. After 48 hours, take it out and remove the oxide layer. When removed, the weight loss is less than 0.2 mg/cm2.
Thermal demagnetization test: 120℃×4hr, open circuit magnetic flux loss is less than 3%.
Hot and cold shock test: After three cycles of high and low temperatures from -40°C to 120°C, the open-circuit magnetic flux loss is less than 3%.
Salt spray test and temperature and humidity test are methods to evaluate electroplating and other anti-corrosion coatings.
Other physical properties, such as thermal expansion coefficient, thermal conductivity, resistivity and mechanical strength, all have varying degrees of impact on the usability and reliability of magnetic steel.